Nagy mérési pontossággal, gyors reakciósebességgel, erős interferencia-ellenes képességgel, az olvadt acél WLX-II típusú folyamatos hőmérsékletmérő műszere valós idejű online figyeli az olvadt acél hőmérséklet-változását, amely a hazai legújabb generációs, nagy pontosságú olvadt acél hőmérsékletmérés. termék.Különböző acélgyárakban történő alkalmazással a termék megbízhatósága és stabilitása kellőképpen megerősített.Minden bizonnyal ideális termék a platina ródium hőelemes hőérzékelő helyettesítésére.
Mérési tartomány: 700-1650℃
A mérési bizonytalanság: ≤ ±3℃
Hőmérséklet-cső élettartama: ≥24 óra (Különböző élettartamú hőmérsékletcsövek gyárthatók a helyszíni helyzettől függően)
Használati hőmérséklet: 0-70 ℃ (detektor), 5-70 ℃ (jelfeldolgozó)
Normál kimenet: 4-20mA/1-5V (1450-1650℃-nak felel meg)
Kimeneti hajtóerő: ≤400Ω (4-20mA)
Kimeneti pontosság: 0,5
Tápellátás: AC220V±10V, 50HZ
Teljesítmény: jelfeldolgozó 30W és nagy képernyős kijelző 25W.

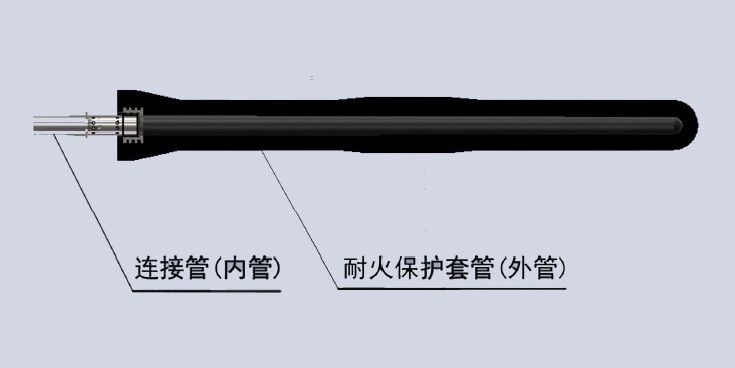
A hőmérséklet-cső csatlakozócsőből és tűzálló védőburkolatból áll.A tűzálló védőburkolat csatlakozó csövön keresztül csatlakozik az érzékelőhöz.Az olvadt acél olvadt acél különböző mélysége és az olvadt acél korróziója szerint a hőmérséklet hossza 1100 mm, 1000 mm és 850 mm;az átmérő 85 mm és 90 mm, amely a felhasználók igényei szerint testreszabható.
A hőmérséklet-csövet közvetlenül az olvadt acélba helyezik a hőmérséklet érzékeléséhez;A beillesztési mélység legalább 280 mm.A hőmérsékletmérő jel a külső cső aljának belső oldaláról érkezik;a műszer válaszideje alapvetően megegyezik a hőmérőcső aljának külső oldaláról a belső oldalra továbbított időenergiával.Az összekötő cső a hőmérsékletcső és az érzékelő csatlakoztatására szolgál.A belső cső elsősorban a füst eltávolítására szolgál a cső belsejében, és biztosítja a fényút tisztaságát.
| Tétel | Test | Alumínium-magnézium-szén salaksor | Magnézium salak sor |
| Al2O3% | 54,8-56,2 | 61,7-62,2 | 22,7-23,3 |
| SiO2% | 7,0-8,0 | ||
| ZrO2% | |||
| MgO% | 8,5-9,0 | 41,4-42,0 | |
| FC% | 27,1-27,9 | 25,0-25,4 | 29,2-30,0 |
| Térfogatsűrűség g/cmз | 2,46-2,53 | 2,71-2,79 | 2,48-2,52 |
| Látszólagos porozitás % | 11,5-14,8 | 11,4-13,8 | 11,8-12,8 |
| Hideg zúzószilárdság MPa | 20,9-32,9 | 21,2-27,6 | 20,7-26,7 |
| Hajlítószilárdság normál hőmérsékleten MPa | 20,9-32,9 | 5,4-7,3 | 5,5-8,3 |
Az érzékelő optikai komponensekből, fotoelektromos átalakítóból, jelátviteli vezetékből, kimeneti csatlakozóból és hűtőlevegő csatornából áll, stb. Az érzékelő bemeneti csatlakozója a hőmérsékletcső csatlakozócsövével csatlakozik;a kimeneti terminál 6P csatlakozón keresztül csatlakozik a jelfeldolgozóhoz;A bemeneti és kimeneti sorkapcsokat jelátviteli vezeték köti össze, amelyet a rugalmas hűtőlevegő-csatorna véd.Az optikai rendszer a hőcső aljáról küldött infravörös sugárzási jelet továbbítja a fotoelektromos átalakítónak, majd a fotoelektromos átalakító az optikai jelet elektromos jellé alakítja, majd jelátviteli vonalon továbbítja a jelfeldolgozó felé.



A jelfeldolgozó tápegységből, analóg jelfeldolgozó modulból, analóg-digitális átalakító modulból, digitális feldolgozó modulból, kommunikációs modulból és kijelzőmodulból stb. áll. A nagy képernyős kijelző tápegységből, kommunikációs modulból és kijelzőmodulból stb. áll.
A jelfeldolgozó kettős hőmérséklet-kompenzáció funkcióval rendelkezik, amely automatikusan kompenzálja az érzékelő környezeti hőmérséklete és a műszer üzemi hőmérséklete által okozott mérési eltérést.
A jelfeldolgozó elektromos jelet fogad a detektortól;A mért olvadt acél hőmérsékletét a mikroprocesszor az infravörös sugárzás elméletének megfelelően kiszámítja és megjeleníti a képernyőn.Eközben a kommunikációs funkción keresztül valós idejű hőmérsékleti adatok jeleníthetők meg a nagy képernyőn.Elektromos jel kiadható a fő vezérlő számítógépre a folyamatos öntési folyamat valós idejű felügyeletéhez.
1) Ennek a terméknek a használatával folyamatosan és pontosan észlelni tudjuk az öntőedényben lévő olvadt acél hőmérsékletét és a változási trendet, időben megtesszük az intézkedéseket, hogy megakadályozzuk a kiszivárgást vagy a vízfúvóka eltömődését az olvadt acél magasabb vagy alacsonyabb hőmérséklete miatt, csökkenti az elfolyás miatti veszteséget - ki és befagyott lyukak, valamint a balesetek miatti üresjárati idő, ezáltal növeli az öntőgép működési sebességét.
2) A termék használatával megismerhetjük az elosztó olvadt acél hőmérsékletének változási szabályát.Ennek a változási szabálynak megfelelően ésszerűbb technológiai paraméterkövetelményeket támaszthatunk a következő folyamatokhoz, például az acélgyártáshoz, finomításhoz.Ezzel nem csak 15-20°C-kal csökkenthetjük a csapolási hőmérsékletet, hanem biztosíthatjuk a szigorú folyamatrendszert, növelhetjük a vezérlési szintet és a hőmérsékletmérés pontosságát.
3) Pontos hőmérsékletméréssel ez a rendszer 5-10 ℃-kal csökkentheti a túlhevülés mértékét.A túlhevítés mértékének csökkentésével szélesebb, egyenlőtengelyű kristályzónát érhetünk el, enyhíthetjük az öntött nyersdarab középponti elkülönülését, hatékonyan elkerülhetjük a lazaság, a zsugorodási üregek és a repedés hibákat, és javíthatjuk az acél minőségét;eközben a túlhevítés mértékének csökkentésével növelhetjük az öntési sebességet és az acél minőségét.Az alkalmazási gyakorlatok azt mutatják, hogy ez a hőmérsékletmérő rendszer átlagosan 10%-kal képes növelni az öntési sebességet.